עם הטרנספורמציה של ייצור מתקדם, הפיתוח המהיר של תעשיית האנרגיה הנקייה, תעשיית המוליכים למחצה והפוטו-וולטאית, הביקוש לכלי יהלום הולך וגובר, עם יעילות גבוהה ויכולת עיבוד דיוק גבוהה, אך אבקת יהלום מלאכותית כחומר הגלם החשוב ביותר, מחוז היהלומים אינו חזק ומטריצה קלה, ואורך חיי הכלי הקרביד המוקדם אינו ארוך. על מנת לפתור בעיות אלו, התעשייה בדרך כלל מאמצת ציפוי פני השטח של אבקת יהלום עם חומרי מתכת, כדי לשפר את מאפייני פני השטח שלו, לשפר את העמידות ולשפר את האיכות הכוללת של הכלי.
שיטת ציפוי פני השטח של אבקת יהלום כוללת ציפוי כימי, אלקטרוליטי, ציפוי התזה מגנטרונית, ציפוי אידוי ואקום, תגובת התפרצות חמה וכו', כולל ציפוי כימי וציפוי בתהליך בוגר, ציפוי אחיד, יכול לשלוט במדויק בהרכב הציפוי ובעובי, היתרונות של ציפוי מותאם אישית, והפכה לשתי הטכנולוגיות הנפוצות ביותר בתעשייה.
1. ציפוי כימי
ציפוי כימי באבקת יהלום הוא הכנסת אבקת היהלום המטופלת לתמיסת הציפוי הכימית, והפקדת יוני המתכת בתמיסת הציפוי באמצעות פעולת חומר מחזר בתמיסת הציפוי הכימית, ויצירת ציפוי מתכת צפוף. כיום, ציפוי היהלומים הכימי הנפוץ ביותר הוא סגסוגת בינארית של ציפוי ניקל-זרחן (Ni-P) המכונה בדרך כלל ציפוי ניקל כימי.
01 הרכב של תמיסת ציפוי ניקל כימית
להרכב תמיסת הציפוי הכימי יש השפעה מכרעת על ההתקדמות החלקה, היציבות ואיכות הציפוי של התגובה הכימית שלה. היא מכילה בדרך כלל מלח עיקרי, חומר מחזר, קומפלקס, בופר, מייצב, מאיץ, חומר פעיל שטח ורכיבים אחרים. יש להתאים בקפידה את היחס של כל רכיב כדי להשיג את אפקט הציפוי הטוב ביותר.
1, מלח עיקרי: בדרך כלל ניקל סולפט, ניקל כלוריד, חומצה אמינו סולפונית ניקל, ניקל פחמתי וכו', תפקידו העיקרי הוא לספק מקור ניקל.
2. חומר חיזור: מספק בעיקר מימן אטומי, מפחית את ה-Ni2+ בתמיסת הציפוי ל-Ni ומשקיע אותו על פני חלקיקי היהלום, שהוא המרכיב החשוב ביותר בתמיסת הציפוי. בתעשייה, נתרן פוספט משני בעל יכולת חיזור חזקה, עלות נמוכה ויציבות ציפוי טובה משמש בעיקר כחומר חיזור. מערכת החיזור יכולה להשיג ציפוי כימי בטמפרטורה נמוכה ובטמפרטורה גבוהה.
3, חומר מורכב: תמיסת הציפוי יכולה להזרים משקעים, לשפר את יציבות תמיסת הציפוי, להאריך את חיי השירות של תמיסת הציפוי, לשפר את מהירות השקיעה של ניקל, לשפר את איכות שכבת הציפוי, בדרך כלל משתמשים בחומצת סוקסינין, חומצת לימון, חומצה לקטית וחומצות אורגניות אחרות ומלחיהן.
4. רכיבים נוספים: המייצב יכול לעכב את הפירוק של תמיסת הציפוי, אך מכיוון שהוא ישפיע על התרחשות תגובת ציפוי כימית, נדרש שימוש מתון; הבופר יכול לייצר H+ במהלך תגובת ציפוי ניקל כימית כדי להבטיח יציבות מתמשכת של ה-pH; החומר הפעיל שטח יכול להפחית את נקבוביות הציפוי.
02 תהליך ציפוי ניקל כימי
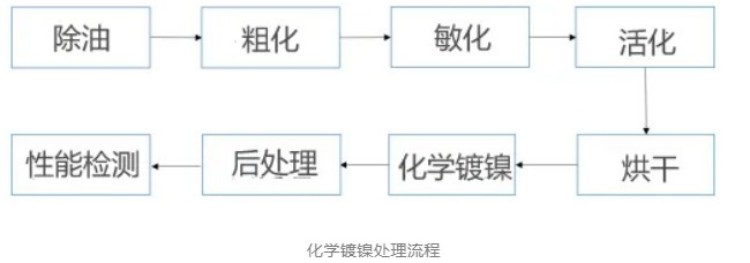
הציפוי הכימי של מערכת נתרן היפופוספט דורש שהמטריקס יהיה בעל פעילות קטליטית מסוימת, ולפני היהלום עצמו אין מרכז פעילות קטליטי, ולכן יש צורך לטפל בו מראש לפני הציפוי הכימי של אבקת היהלום. שיטת הטיפול המקדים המסורתית של ציפוי כימי היא הסרת שמן, התגמשות, רגישות והפעלה.
(1) הסרת שמן, גסות: הסרת שמן נועדה בעיקר להסיר שמן, כתמים ומזהמים אורגניים אחרים מפני השטח של אבקת היהלום, על מנת להבטיח התאמה הדוקה וביצועים טובים של הציפוי לאחר מכן. הגסות יכולה ליצור כמה בורות וסדקים קטנים על פני היהלום, להגביר את חספוס פני השטח של היהלום, מה שלא רק תורם לספיחת יוני מתכת במקום זה, מקל על הציפוי הכימי והציפוי האלקטרוני לאחר מכן, אלא גם יוצר מדרגות על פני היהלום, ומספק תנאים נוחים לגדילת שכבת ציפוי מתכת או ציפוי אלקטרוליטי.
בדרך כלל, שלב הסרת השמן כולל את NaOH ותמיסה אלקלית אחרת כתמיסה להסרת השמן, ובשלב הגסות, חומצה חנקתית ותמיסת חומצה אחרת משמשות כתמיסה כימית גולמית לחריטת פני היהלום. בנוסף, יש להשתמש בשני קישורים אלה עם מכונת ניקוי אולטרסאונד, דבר התורם לשיפור יעילות הסרת וגסות שמן אבקת היהלום, חוסך זמן בתהליך הסרת וגסות השמן, ומבטיח את האפקט של הסרת השמן והגסות.
(2) רגישות והפעלה: תהליך הרגישות וההפעלה הוא השלב הקריטי ביותר בתהליך הציפוי הכימי כולו, והוא קשור ישירות לאפשרות ביצוע הציפוי הכימי. רגישות היא ספיחת חומרים מתחמצנים בקלות על פני אבקת היהלום, חומרים שאין להם יכולת אוטוקטליטית. ההפעלה היא ספיחת חמצון של חומצה היפופוספורית ויוני מתכת פעילים קטליטי (כגון פלדיום מתכתי) על גבי חלקיקי ניקל, ובכך להאיץ את קצב השקיעה של הציפוי על פני אבקת היהלום.
באופן כללי, זמן טיפול הרגישות וההפעלה קצר מדי, היווצרות נקודת פלדיום על פני מתכת היהלום נמוכה יותר, ספיחה של הציפוי אינה מספקת, שכבת הציפוי נופלת בקלות או קשה ליצור ציפוי שלם, וזמן הטיפול ארוך מדי, מה שיגרום לבזבוז נקודת פלדיום, לכן, הזמן הטוב ביותר לטיפול ברגישות וההפעלה הוא 20~30 דקות.
(3) ציפוי ניקל כימי: תהליך ציפוי ניקל כימי מושפע לא רק מהרכב תמיסת הציפוי, אלא גם מטמפרטורת תמיסת הציפוי וערך ה-pH שלה. בציפוי ניקל כימי מסורתי בטמפרטורה גבוהה, הטמפרטורה הכללית תהיה בין 80 ל-85 מעלות צלזיוס, כאשר מעל 85 מעלות צלזיוס קל לגרום לפירוק תמיסת הציפוי, וככל שטמפרטורה נמוכה מ-85 מעלות צלזיוס, קצב התגובה מהיר יותר. בהתאם לערך ה-pH, ככל שקצב שקיעת הציפוי עולה, ה-pH יגרום גם להיווצרות משקע מלחי ניקל, מה שמעכב את קצב התגובה הכימית. לכן, בתהליך ציפוי ניקל כימי, על ידי אופטימיזציה של הרכב ויחס תמיסת הציפוי הכימי, תנאי תהליך הציפוי הכימי, שולטים בקצב שקיעת הציפוי הכימי, צפיפות הציפוי, עמידות בפני קורוזיה של הציפוי, שיטת צפיפות הציפוי ואבקת היהלומים לציפוי כדי לענות על הדרישות של פיתוח תעשייתי.
בנוסף, ציפוי יחיד עלול לא להשיג את עובי הציפוי האידיאלי, וייתכנו בועות, חורים ופגמים אחרים, כך שניתן לבצע ציפויים מרובים כדי לשפר את איכות הציפוי ולהגדיל את פיזור אבקת היהלום המצופה.
2. ניקל אלקטרו
עקב נוכחות זרחן בשכבת הציפוי לאחר ציפוי ניקל כימי ביהלום, מוליכות חשמלית ירודה משפיעה על תהליך טעינת החול של כלי היהלום (תהליך קיבוע חלקיקי היהלום על פני המטריצה), כך שניתן להשתמש בשכבת ציפוי ללא זרחן כאמצעי לציפוי ניקל. הפעולה הספציפית היא להכניס את אבקת היהלום לתמיסת הציפוי המכילה יוני ניקל, חלקיקי היהלום באים במגע עם האלקטרודה השלילית של ההספק לתוך הקתודה, גוש מתכת הניקל הטבול בתמיסת הציפוי ומחובר לאלקטרודה החיובית של ההספק כדי להפוך לאנודה. באמצעות פעולה אלקטרוליטית, יוני הניקל החופשיים בתמיסת הציפוי מצטמצמים לאטומים על פני היהלום, והאטומים גדלים לתוך הציפוי.

01 הרכב תמיסת הציפוי
בדומה לתמיסת הציפוי הכימי, תמיסת הציפוי האלקטרוני מספקת בעיקר את יוני המתכת הדרושים לתהליך הציפוי האלקטרוני, ושולטת בתהליך שקיעת הניקל כדי להשיג את ציפוי המתכת הנדרש. מרכיביה העיקריים כוללים מלח עיקרי, חומר פעיל באנודה, חומר בופר, תוספים וכן הלאה.
(1) מלח עיקרי: משתמשים בעיקר בניקל סולפט, ניקל אמינו סולפונט וכו'. באופן כללי, ככל שריכוז המלח העיקרי גבוה יותר, כך הדיפוזיה בתמיסת הציפוי מהירה יותר, יעילות הזרם גבוהה יותר וקצב שקיעת המתכת גבוה יותר, אך גרגירי הציפוי הופכים גסים, וככל שריכוז המלח העיקרי יורד, המוליכות של הציפוי גרועה יותר וקשה לשלוט בה.
(2) חומר פעיל באנודה: מכיוון שהאנודה קלה לפסיבציה, מוליכותה ירודה, דבר המשפיע על אחידות פיזור הזרם, יש צורך להוסיף ניקל כלוריד, נתרן כלוריד וחומרים אחרים כמפעיל אנודי כדי לקדם את הפעלת האנודה ולשפר את צפיפות הזרם של הפסיבציה של האנודה.
(3) חומר בופר: בדומה לתמיסת הציפוי הכימית, חומר הבופר יכול לשמור על היציבות היחסית של תמיסת הציפוי ורמת החומציות של הקתודה, כך שהיא יכולה להשתנות בטווח המותר של תהליך הציפוי האלקטרוני. חומר בופר נפוץ מכיל חומצה בורית, חומצה אצטית, סודיום ביקרבונט וכן הלאה.
(4) תוספים אחרים: בהתאם לדרישות הציפוי, הוסיפו כמות נכונה של חומר מבריק, חומר פילוס, חומר הרטבה וחומרים שונים ותוספים אחרים כדי לשפר את איכות הציפוי.
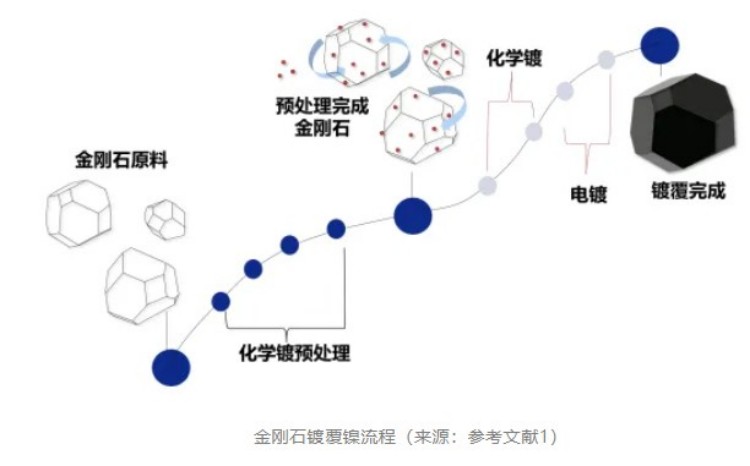
02 זרימת ניקל מצופה יהלום
1. טיפול מקדים לפני ציפוי: יהלום לרוב אינו מוליך, ויש צורך לציפויו בשכבת מתכת באמצעות תהליכי ציפוי אחרים. שיטת ציפוי כימי משמשת לעתים קרובות לציפוי מקדים של שכבת מתכת ועיבוי, כך שאיכות הציפוי הכימי תשפיע במידה מסוימת על איכות שכבת הציפוי. באופן כללי, לתכולת הזרחן בציפוי לאחר ציפוי כימי יש השפעה רבה על איכות הציפוי, ולציפוי בעל ריכוז זרחן גבוה יש עמידות טובה יותר לקורוזיה בסביבה חומצית, לפני השטח של הציפוי יש בליטה גדולה יותר, חספוס פני השטח גדול ואין תכונות מגנטיות; לציפוי בעל ריכוז זרחן בינוני יש גם עמידות בפני קורוזיה וגם עמידות בפני שחיקה; לציפוי בעל ריכוז זרחן נמוך יש מוליכות טובה יותר יחסית.
בנוסף, ככל שגודל החלקיקים של אבקת היהלום קטן יותר, כך שטח הפנים הספציפי גדול יותר. בעת הציפוי, היהלום צף בקלות בתמיסת הציפוי, מה שייצור דליפה, ציפוי ותופעת שכבות רופפות של הציפוי. לפני הציפוי, יש לשלוט בתכולת ה-P ובאיכות הציפוי, ולשלוט במוליכות ובצפיפות של אבקת היהלום כדי לשפר את קלות הציפה של האבקה.
2, ציפוי ניקל: כיום, ציפוי אבקת יהלומים נוקט לרוב בשיטת ציפוי מתגלגל, כלומר, הוספת כמות נכונה של תמיסת ציפוי אלקטרוליטי לבקבוק, כמות מסוימת של אבקת יהלומים מלאכותיים לתוך תמיסת הציפוי האלקטרוליטי, ובאמצעות סיבוב הבקבוק, אבקת היהלומים בבקבוק מתגלגלת. במקביל, האלקטרודה החיובית מחוברת לבלוק הניקל, והאלקטרודה השלילית מחוברת לאבקת היהלום המלאכותית. תחת פעולת השדה החשמלי, יוני הניקל החופשיים בתמיסת הציפוי יוצרים ניקל מתכתי על פני אבקת היהלום המלאכותי. עם זאת, לשיטה זו יש בעיות של יעילות ציפוי נמוכה וציפוי לא אחיד, ולכן נוצרה שיטת האלקטרודה המסתובבת.
שיטת האלקטרודה המסתובבת היא סיבוב הקתודה בציפוי אבקת יהלום. דרך זו יכולה להגדיל את שטח המגע בין האלקטרודה לחלקיקי היהלום, להגביר את המוליכות האחידה בין החלקיקים, לשפר את תופעת הציפוי הלא אחידה ולשפר את יעילות הייצור של ציפוי ניקל ביהלום.
סיכום קצר
כחומר הגלם העיקרי של כלי יהלום, שינוי פני השטח של מיקרו-אבקת יהלום הוא אמצעי חשוב לשיפור כוח בקרת המטריצה ולשיפור חיי השירות של הכלים. על מנת לשפר את קצב טעינת החול של כלי יהלום, בדרך כלל ניתן לצבוע שכבה של ניקל וזרחן על פני מיקרו-אבקת היהלום כדי לקבל מוליכות מסוימת, ולאחר מכן לעבות את שכבת הציפוי על ידי ציפוי ניקל, ולשפר את המוליכות. עם זאת, יש לציין כי פני השטח של היהלום עצמם אינם בעלי מרכז פעיל קטליטי, ולכן יש צורך לטפל בהם מראש לפני הציפוי הכימי.
תיעוד עיון:
ליו האן. מחקר על טכנולוגיית ציפוי פני השטח ואיכות של אבקת מיקרו-יהלום מלאכותית [D]. מכון טכנולוגי ג'ונגיואן.
יאנג ביאו, יאנג ג'ון, ויואן גואנגשנג. מחקר על תהליך הטיפול המקדים של ציפוי פני שטח של יהלומים [J]. סטנדרטיזציה של חלל ומרחב.
לי ג'ינגהואה. מחקר על שינוי פני השטח ויישום של אבקת מיקרו-יהלום מלאכותית המשמשת למסור תיל [D]. מכון טכנולוגי ג'ונגיואן.
פאנג לילי, ג'נג ליאן, וו יאנפיי ואחרים. תהליך ציפוי ניקל כימי של משטח יהלום מלאכותי [J]. כתב העת של IOL.
מאמר זה פורסם מחדש ברשת החומרים הקשים ביותר
זמן פרסום: 13 במרץ 2025




